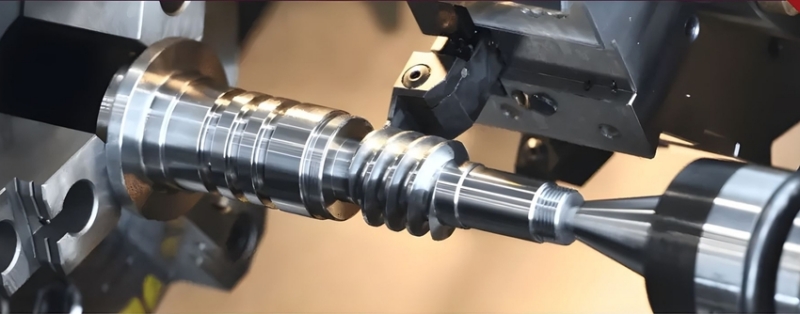
Grooving ແມ່ນຂະບວນການທີ່ຂ້ອນຂ້າງສະລັບສັບຊ້ອນ. ເພື່ອເຮັດວຽກທີ່ດີໃນຮ່ອງ, ກ່ອນອື່ນ ໝົດ ທ່ານຕ້ອງເຂົ້າໃຈປະເພດຂອງຮ່ອງ. ປະເພດຮ່ອງທົ່ວໄປປະກອບມີຮ່ອງວົງພາຍນອກ, ຮ່ອງຮູພາຍໃນ, ແລະຮ່ອງໃບຫນ້າ. ເຖິງແມ່ນວ່າການປຸງແຕ່ງແມ່ນມີຄວາມຫຍຸ້ງຍາກ, grooving ສາມາດສໍາເລັດປະສິດທິຜົນໂດຍການດໍາເນີນງານສູນເຄື່ອງຈັກຢ່າງສົມເຫດສົມຜົນ.
grooving ແມ່ນຫຍັງ?
ໃນຄວາມເປັນຈິງ, ໃນການຕັດເຄື່ອງມືທັງຫມົດ, ໂດຍບໍ່ຄໍານຶງເຖິງວ່າວັດສະດຸເຄື່ອງມືແມ່ນໂລຫະຫຼືບໍ່ແມ່ນໂລຫະ, ແລະບໍ່ຄໍານຶງເຖິງວິທີການປຸງແຕ່ງຂອງ rotation workpiece ຫຼືພືດຫມູນວຽນຂອງເຄື່ອງມື, ຕາບໃດທີ່ເຄື່ອງມືປະເພດ groove ຖືກນໍາໃຊ້ເພື່ອຕັດ groove. workpiece, ມັນສາມາດໄດ້ຮັບການພິຈາລະນາເປັນການປຸງແຕ່ງ grooving.
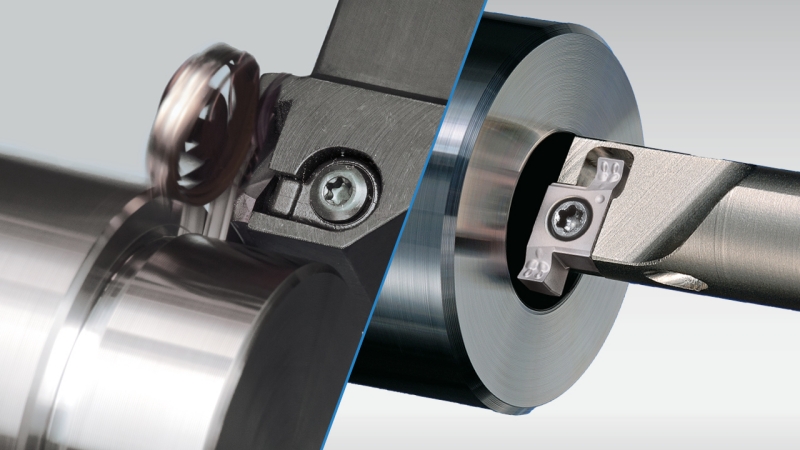
ສໍາລັບgrooving ພາຍໃນ, ຜົນກະທົບເຄື່ອງຈັກທີ່ດີທີ່ສຸດແມ່ນບັນລຸໄດ້ໃນເວລາທີ່ປາຍເຄື່ອງມືແມ່ນເລັກນ້ອຍຂ້າງເທິງເສັ້ນສູນກາງ.ໃບໜ້າພິເສດກວ່ານັ້ນ, ເຄື່ອງມືຕ້ອງສາມາດເຄື່ອນທີ່ໃນທິດທາງແກນ, ແລະລັດສະໝີດ້ານຫຼັງຂອງເຄື່ອງມືຕ້ອງກົງກັບລັດສະໝີທີ່ຖືກເຄື່ອງຈັກ.ໃບໜ້າບັນລຸຜົນຂອງເຄື່ອງຈັກທີ່ດີທີ່ສຸດເມື່ອປາຍເຄື່ອງມືຢູ່ເຫນືອເສັ້ນສູນກາງເລັກນ້ອຍ.

ໃນອັນໃດຂະບວນການ grooving, ການອອກແບບຕົວແບບແລະເງື່ອນໄຂດ້ານວິຊາການຂອງສູນເຄື່ອງຈັກຍັງເປັນປັດໃຈພື້ນຖານທີ່ຕ້ອງໄດ້ຮັບການພິຈາລະນາ. ຄວາມຕ້ອງການປະສິດທິພາບຕົ້ນຕໍສໍາລັບສູນເຄື່ອງຈັກປະກອບມີ: ມີພະລັງງານເຄື່ອງຈັກພຽງພໍ, spindle ຄວາມໄວສູງເພື່ອຮັບປະກັນວ່າເຄື່ອງມືແລ່ນພາຍໃນຂອບເຂດຄວາມໄວທີ່ຖືກຕ້ອງ, ແລະຈະບໍ່ຫຼຸດລົງຄວາມໄວຫຼືສັ່ນສະເທືອນ; ມີຄວາມເຂັ້ມງວດພຽງພໍເພື່ອເຮັດສໍາເລັດຂະບວນການຕັດທີ່ຕ້ອງການ, ແລະບໍ່ສັ່ນສະເທືອນທີ່ຈະທໍາລາຍການສໍາເລັດຮູບດ້ານຂອງ workpiece ໄດ້; ມີຄວາມກົດດັນສູງພຽງພໍແລະການໄຫຼຂອງ coolant ເພື່ອຊ່ວຍໃຫ້ການໂຍກຍ້າຍ chip. ການອອກແບບທີ່ເປັນປະໂຫຍດຂອງການໄຫຼນ້ໍາສູນ spindle ສາມາດຕອບສະຫນອງຄວາມຕ້ອງການການປຸງແຕ່ງນີ້.
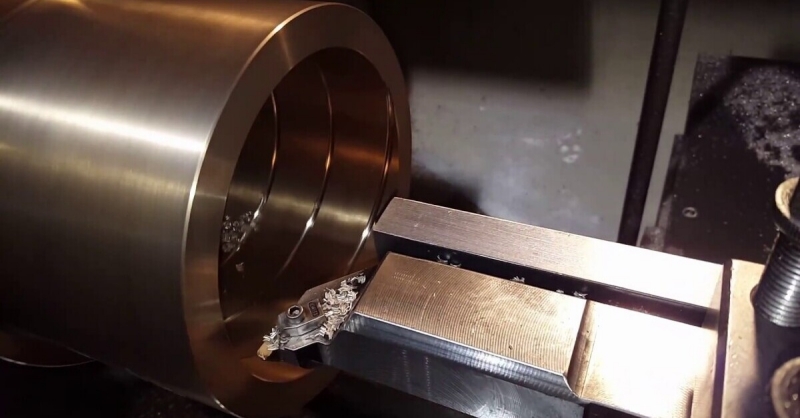
ໃນຄວາມເປັນຈິງ, grooving ແມ່ນບໍ່ມີຄວາມຫຍຸ້ງຍາກໃນການອອກແບບໂຄງການແລະການປຸງແຕ່ງ. ສິ່ງທີ່ສັບສົນແມ່ນຮູບຮ່າງທີ່ບໍ່ສະຫມໍ່າສະເຫມີຂອງ workpiece ແລະ debugging ຢ່າງຕໍ່ເນື່ອງທີ່ປະຕິບັດຕາມ. ໄດ້ຂະບວນການ groovingສາມາດສໍາເລັດໄດ້ຢ່າງມີປະສິດທິພາບໂດຍການນໍາໃຊ້ຄວາມແຕກຕ່າງຂອງວິທີການປຸງແຕ່ງກັບການຄັດເລືອກທີ່ສົມເຫດສົມຜົນຂອງເຄື່ອງມື.